|
|
|
|
Umbau Karusell DrehmaschineTitan
|
Bild 39: Viele defekte Schmierteile wurden ersetzt.
Bild 40: Neue und alte Schmier Komponenten gemischt.
Bild 41: Beide Notstopp Tasten an dem Querbalken. Hoffen wir, sie werden nie brauchen.
Bild 42: Jetzt wird ein grosses Werkstück auf die Planscheibe gelegt.
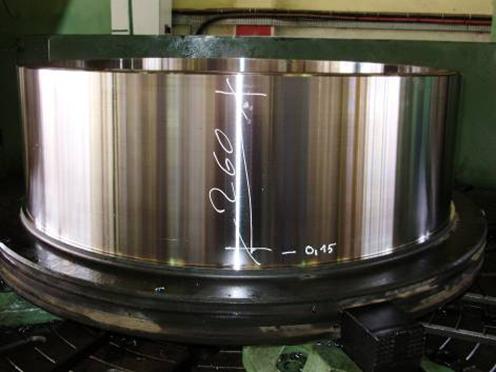
Bild 43: Wenn zylindrisch gedreht wird mit einem Karussell und in dem Fall war es jetzt 0.15 mm auf 260 mm konisch, d.h. immer im Radius betrachten ist es 0.07 mm auf 260 mm. Das wurde jetzt nachjustiert.
Bild 44: Mit dem Öl Abziehstein wird der Tisch abgezogen. Wichtig, immer mit grosser Sorgfalt mit dem Tisch und Führungen umgehen.
Bild 45: Vermessen mit der Rahmenwasserwaage auf der Planscheibe.
Bild 46: Auch wird geprüft mit der Rahmenwasserwaage, wie die Planscheibe steht. Wir nehmen, in der Regel, immer eine Wasserwaage mit der Genauigkeit von 0.05 mm pro Meter (0.02 ist besser, aber die ist auch sehr empfindlich. Reagiert sofort auf Sonnenlicht.)
Bild 47: Der Querbalken wird auch geprüft. Wenn der nicht gut ist, kann er eingestellt werden: oben an der Welle. Aber da müsste zuerst eine Plandrehung machen.
Bild 48: Wenn es möglich ist, eine gute Referenzfläche nehmen, um mit der Wasserwaage die Gradheit zu prüfen.
Bild 49: Überprüfung, ob das RAM im Wasser steht.
|
Bild 50: Das RAM hat einen Schwenkpunkt und vom Mittelpunkt genau 260 mm so lange, wie die Drehfläche ist, die Uhr anstellen. Immer berücksichtigen, dass wir im Radius drehen und Durchmesser messen, d.h. der Fehler ist auf 260 mm nicht 0.15 mm, d.h. nachstellen nur 0.075 mm. Und wird nachgestellt. Das RAM hat für diese Nachstellung oben eine Drehschraube.
Bild 51: Nach dem Einstellen werden die 4 Schrauben vorne am RAM wieder festgezogen.
Bild 52: Jetzt wird maximal nach unten, dann maximal nach oben mit dem Querbalken gefahren, um auch die Endlagen Schalter zu kontrollieren.
Bild 53: Der Stössel stand lange. Unter den Führungen Rost. Dieser hat dann schon mitgewirkt, da hatte es auch kein Öl!
Bild 54: Jetzt wird ein grosses Werkstück auf die Planscheibe gelegt.
Bild 55: Gut rundrichten mit den 4 robusten Klauenkasten.
Bild 56: Ok, jetzt kann der erste Drehtest begonnen werden.
Bild 57: Die Maschine kurz vor der Übergabe zur Produktion.
Bild 58: Eine sehr gute robuste schwere Maschine, welche mit bulgarischer Herkunft aus der alten Sowjetzeit kam und von Konventionell auf CNC umgebaut wurde.
Diese Umbau zeigte auch, dass auch konventionelle Maschine auf CNC umgerüstet werden können. Das Kostendach bewegt sich in der Regel bei einem Drittel von einer Neumaschine.
Die Wiap AG baut eigene Werkzeugmaschinen und hat einen Zulieferanten Stamm. Ob bei Neumaschinen oder Umbauten; es werden in der Regel überall dieselben Einbauteile verwendet. Somit ist auch die Ersatzteilgewährleistung gesichert.
Bei der Wiap AG sind es nicht nur noch die Alten, die das können. Seit Jahren hat die WIAP diese Schulung, auch für das Schaben intensiviert. Es sind immer 2 Schabmaschinen griffbereit.
Die Kosten für ein Retrofit (Umbau mit Revision) gegenüber einer Neumaschine sind ca. 40 bis 60 % einer Neumaschine, weil das Grundfleisch vorhanden ist. Nur ein Tausch der CNC, ohne Antriebe was heute auch möglich ist, mit Analogantrieben, kann nicht selten gar unter 10 bis 20 % der Maschinen Neubeschaffungswertes gemacht werden. Auch dann hat man die neuste CNC Steuerung auf der Maschine aufgebaut, so dass der Operateur nicht das Gefühl haben muss, er hat eine alte Maschine.
Dank dem WIAP Alarm System Konzept werden Fehlbedienungen und Nichtwissen, wie was tun, unterstützt mit Meldungen. Damit ergibt sich ein sehr einfaches Bedienen für alle Mitarbeiter, die an einer von der WIAP umgerüsteten Maschine arbeiten. Dadurch hat man auch Freude, mit der Maschine zu arbeiten.
|
|
![]()
![]()
![]()
![]()